A process step that becomes a congestion point or a blockage for flow of work. It is like the neck of the bottle – smaller (in diameter) – that restricts the flow of contents from the bottle.
In Lean manufacturing, the process step that is having highest cycle time in a value chain is considered as bottleneck. Theoretically, any process steps having the lowest capacity are called bottleneck processes.
The strength of the chain is as high as the strength of its weakest link. Similarly, the capacity of a business chain is as high as the capacity of its bottleneck process.
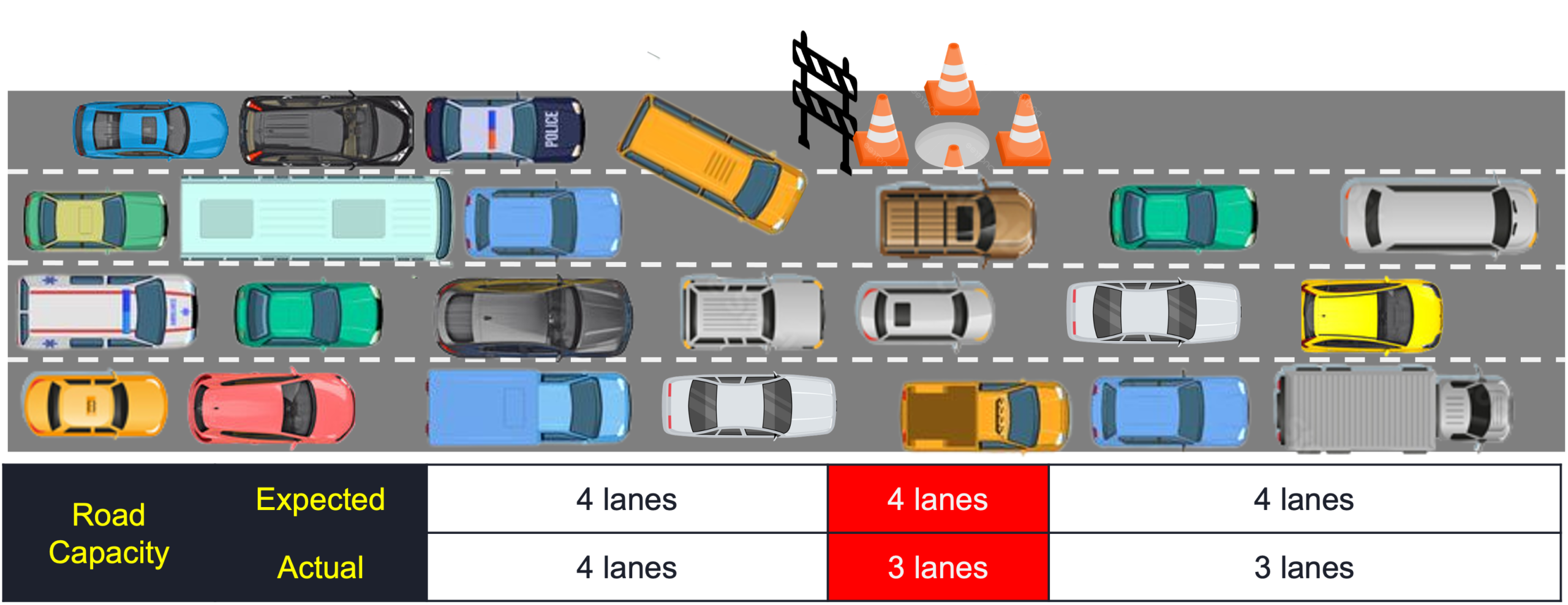
This can be easily understood by looking at a common scenario. In a four-lane road, if one lane is blocked for about 100 meters, then the capacity of the entire stretch of road is reduced to three-lanes. We cannot say that out of 25 km stretch of the road, only 100 meters of one lane is affected; so, it won’t hamper the traffic. However, the concept of bottleneck says that since at one point, the capacity of road is reduced to 3 lanes, vehicles passing that point on 4th lane must wait and merge with the other lanes. Hence the entire capacity of road is getting reduced to 3 lanes.
Importance of Bottleneck – Prioritise your Efforts
Though it is better to improve everything at every time, it would make more sense to leverage our efforts – to get maximum gain from minimum effort. Imagine the following process – with steps A, B & C with cycle times of 7, 10 and 4 minutes, respectively. In this scenario, the exit rate of the process is 10 minutes.
In the first case, suppose we improve the process A and bring the cycle time to 3 minutes (more than 50% reduction).
In the second scenario, we improved process B; but were able to achieve only 20% improvement, i.e, reduction of processing time at B by 2 minutes.
If you look at the percentage of improvement (in isolation), then the first change will be the better case. But when we have a bigger picture – system thinking, we look at a different metric. That is ‘Exit Rate’. The rate at which one process completes an output and sends out is called exit rate. With this bigger perspective, the second change (just a 10% reduction in cycle time) will be the prime focus of improvement.
The focus is to identify the business leverage point. My Kaizen guru used to say this as the mantra of Kaizen.
Maximum effect at Minimum effort
How to create the fountainheads of improvements? How to build a healthy pipeline of improvement projects? How to keep the momentum going after the initial success of transformation? What is the continual improvement? Try to figure out the answers yourself with above discussion.
Importance of Bottleneck – Capacity Multiplication
Line Capacity
The maximum volume a line can produce per unit time is called Line Capacity; Like 200 pcs per day or 15 tons per day or 10,000 litres per month or 1000 boxes per shift etc.
We think that if the plant capacity is four hundred pieces per day, then all the processes in the manufacturing facility would have the same capacity. However, in practice, it is far from truth.
The manufacturing plant takes more input to produce an output of 400 pcs. This is because the capacities of each of the process steps vary.
What affects the capacity of the line?
It is affected by one or two process steps having least capacity – which are called bottlenecks.
So, how to double line capacity?
To double the capacity of the line, we do not need another entire line. We need to double the capacity of the bottleneck processes alone. In the above example, we need to increase the capacity of only one process.
Importance of Bottleneck – The WITIIFM Thinking
This principle says that it is a basic human character to expect some benefit out of everything happening in the world – no sugar coating – every one of us is same in this aspect. What is there in it for me? The stock market crashed – WITIIFM? The Opposition came to power – WITIIFM? Oil prices nose-dive – WITIIFM? Your boss got a promotion – WITIIFM?
And in an organisation, there are 3 levels of people – the Top Management, the Middle Management and the Workforce. The expectations are different at each level. The Top wants to maximise the profits and minimise the cost, whereas the middle management is constantly worried about achieving the targets and meeting the plans and the workforce – constantly looking to reduce their physical burden (the quantum of work). And the beauty of bottleneck is that it is the convergence point for all the 3 expectations. So, when you start working on debottlenecking – no extrinsic motivations are required.
To me –
Not all the suggestions and improvements – however impactful they are, Kaizens! and every small change that is done to debottleneck is a Kaizen!
For more details, please refer my LinkedIn post. XeltovoPrime
 By admin
January 22, 2023
By admin
January 22, 2023

















